- search close
- menu close menu close


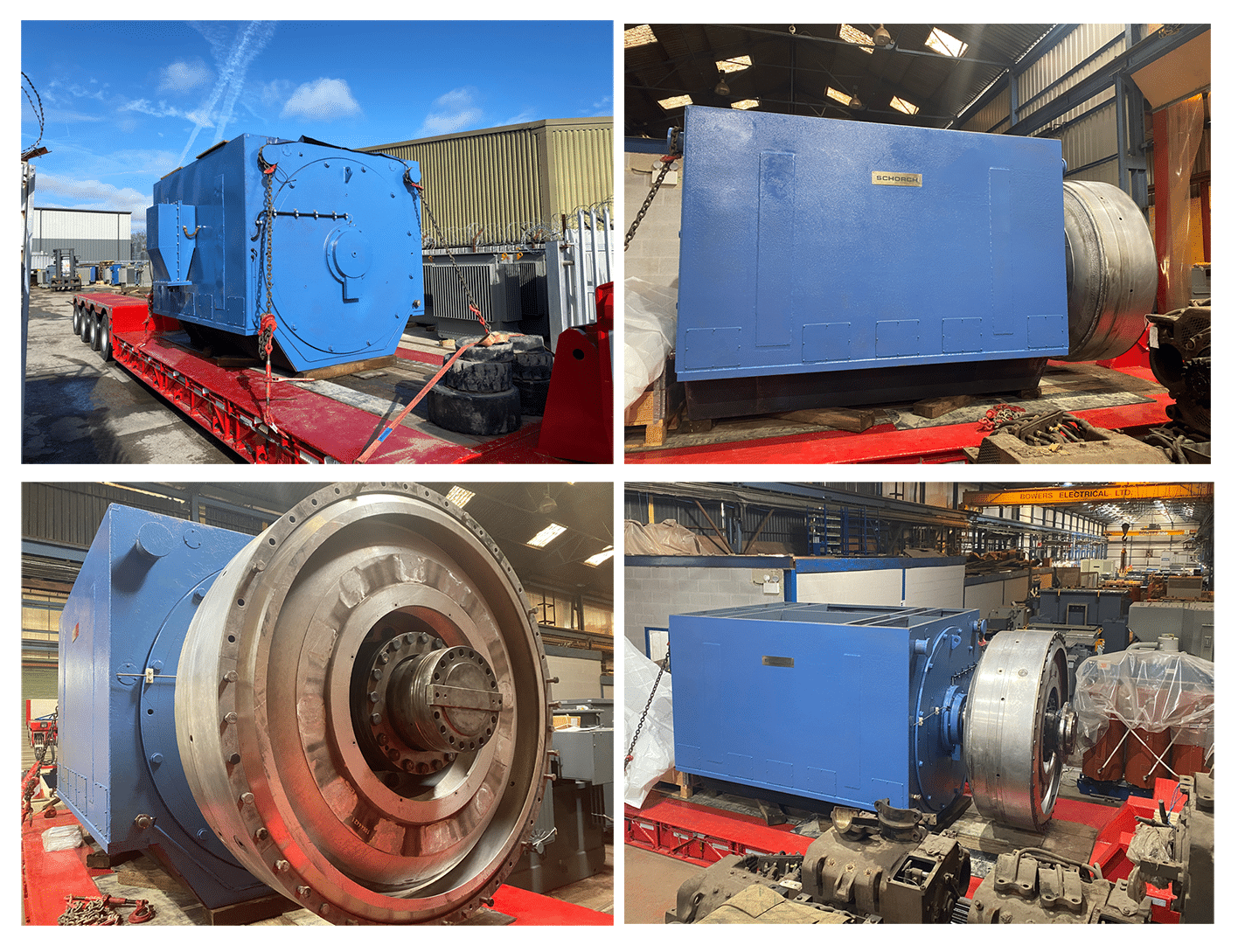
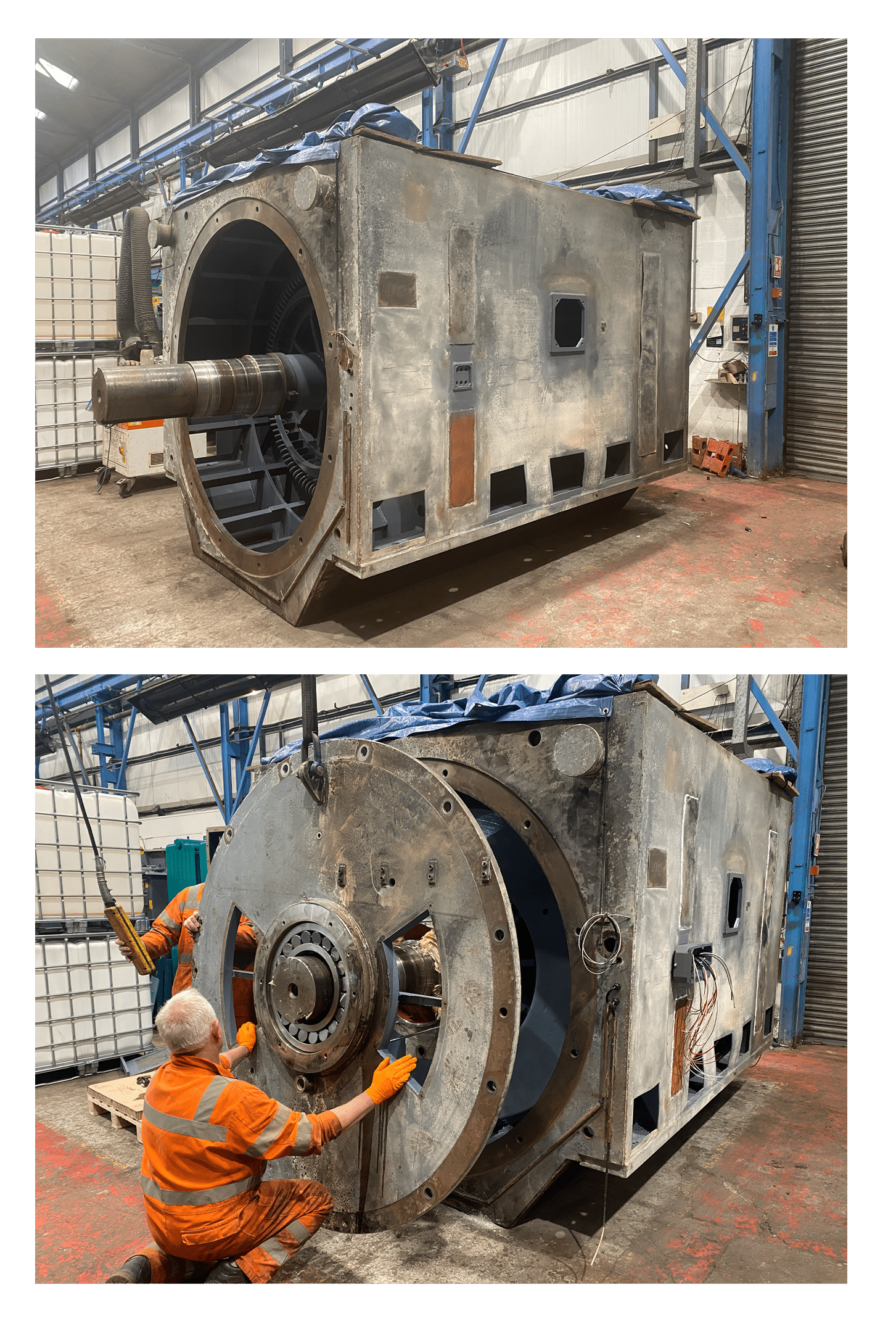
Bowers took delivery of this Schorch 4475kW, 11000V, 32-tonne Motor for a major motor overhaul. This motor powers a fragmentiser hammer at a recycling plant which is designed to shred and densify large volumes of metal waste materials – such as cars. A fire happened near the fragmentiser due to car batteries which jeopardised the motor. It was brought to Bowers to be checked over, unsure if they just needed an overhaul or a full rewind. Luckily for the customer, the initial checks and the first tests indicated that a repair was possible.
One of the first stages of this mammoth overhaul task was to overcome the problem that the 32-tonne mass of the unit exceeded the safe working load of our crane! So, step one was to remove several ancillary components to reduce the weight below the 30-tonne limit of our factory crane.
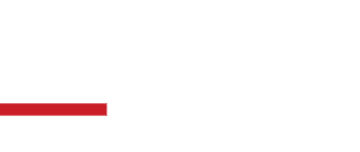
With fans and other ancillary items removed, our skilled technicians could move on to the removal of the unit’s impressive coupling, which required a gentle application of heat to become compliant to the process!
An inspection of the removed coupling confirmed that no obvious damage had been sustained, so the next stage was the removal of the end shields and the rotor.

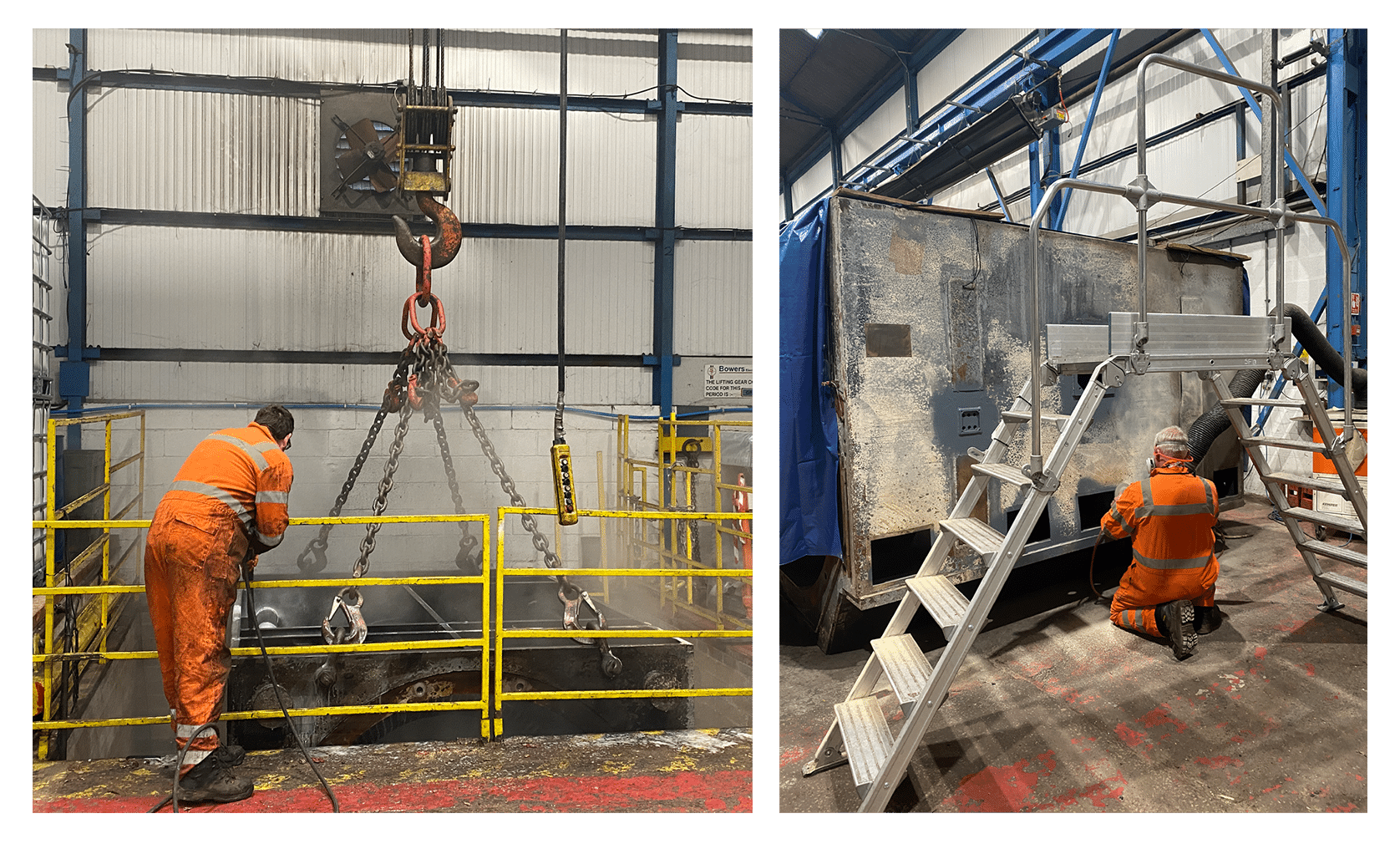
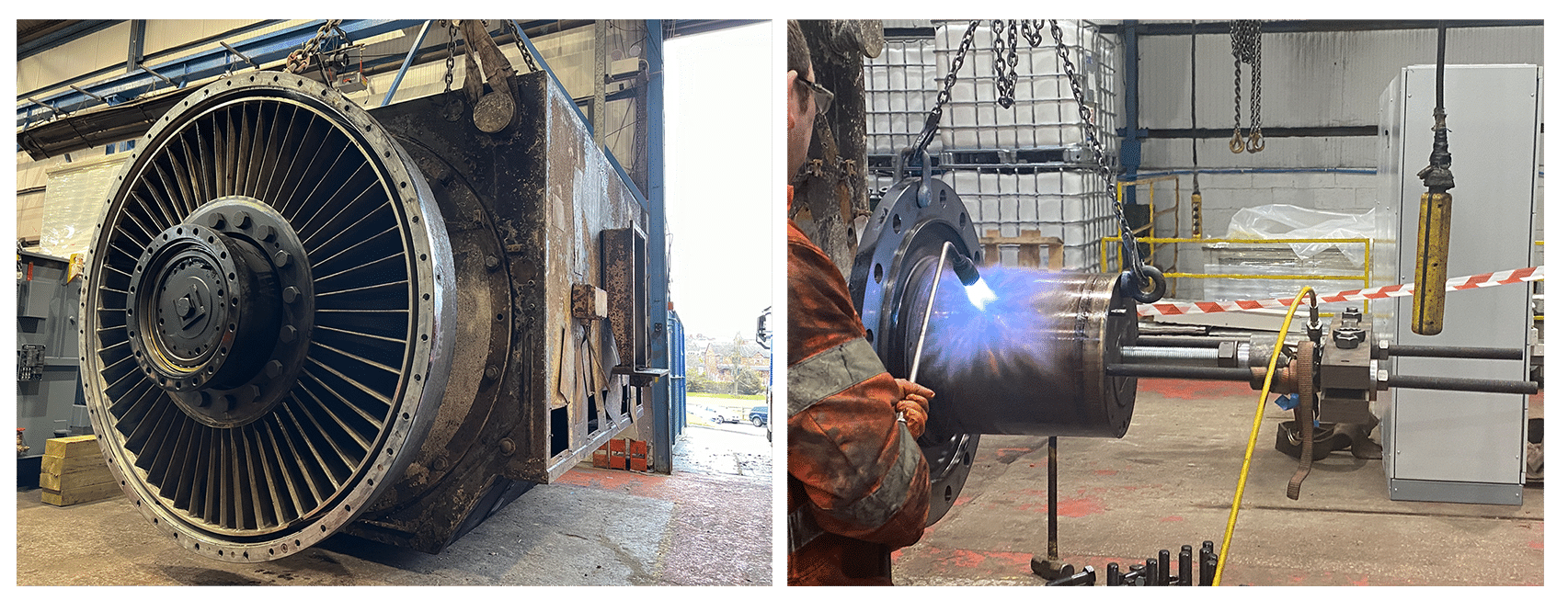
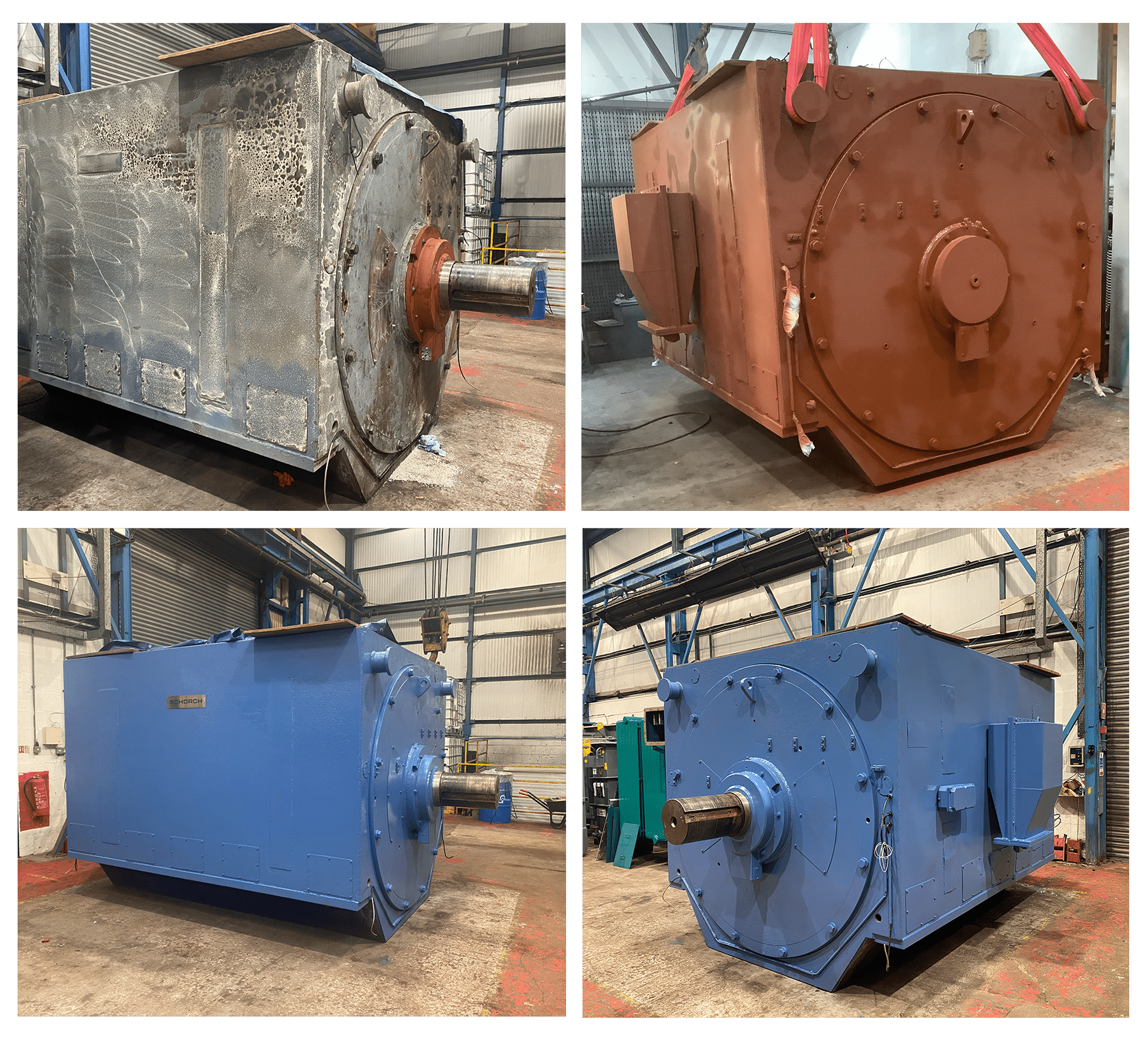
Time to get the jet washer out for this mammoth motor overhaul. Our team of engineers fully dismantled the motor and undertook the mucky job of cleaning the separate parts. A combination of jet washing and steam cleaning to remove all the grub, grime, and debris from the years in service and the fire.
They also completed the repair work on the outside of the motor by sanding off all the chipped and flaking paint.
With the motor finished drying in the oven, our engineers spent some time repairing any parts that needed fixing and started the internal prep and painting. On the windings, our engineers applied a two-part epoxy resin which hardens, seals, and saturates the windings.
Our team then installed the new bearings and fitted the end shields. The bearings were added to the end shield before being put onto the rotor because the shaft of the rotor was tapered, and it made it easier for the engineers to line them up.

Our engineers undertook surge testing, insulation resistance testing and a running light on 1000V test.
The insulation resistance test ensures that the insulation that surrounds the motor parts has a sufficiently high resistance level, and the surge testing makes sure that the motor is protected from unexpected voltage spikes or power surges.
The final test was a light run test, or a no-load test, which is performed when rotor rotates with synchronous speed and there is no load torque.
The motor passed all the testing and is ready for the final parts to be assembled!